|
профессиональный 
|
 |
Многоканальный 8 (495) 988-62-66 |
|
|
|
|
Каталог инструмента
сварочное оборудование аппараты горячего воздуха... алмазное бурение, алмазная резка трубогиб, развальцовка станок, клупп, желобонакатчик прочистная машина, телеинспекция труборез, болторез, электропила опрессовщик, пресс-фитинг припой, горелка, сварочный пост инструмент для пола трубный ключ, тиски, газовый ключ магнитный уровень, плоскогубцы... вакуумный насос, коллектор, шланги алмазный канат, фрезы, сегменты Мы принимаем пластиковые карты Новости 31.08.2017 Акция! Скидка 30% на алмазные установки SHIBUYA, REKON14.05.2017 Круглый стол по алмазным технологиям в строительстве15.07.2015 Демонстрация алмазных установок SHIBUYA на Вашем объекте01.06.2015 Акция на установки алмазного сверления SHIBUYA из Японии!10.04.2015 SHIBUYA на выставке САТ-2015 |
Главная > Справочник > Инструмент для сварки пластмасс > Технологии стыковой сварки пластмассовых труб 2 >
Технологии стыковой сварки пластмассовых труб 2Первая часть: технология стыковой сварки >>
2. Через несколько лет в отчете экспериментально-конструкторского бюро Госмонтажспецстроя СССР по теме «Применение неметаллических труб в технологических трубопроводах» (1964 год) для соединения труб предлагаются:
Рекомендуется не тревожить соединение до отвердения стыка. Нагревательные элементы для контактной сварки изготавливаются из тщательно отполированной нержавеющей стали или из меди… При контактной сварке прочность сварного шва… составляет 75–85 % прочности основного материала». Согласитесь, простота описанной технологии подкупает! Фторопласт-4, который составляет основу всем привычного теперь «тефлонового» покрытия, в то время был диковинкой, хотя и производился в СССР для оборонных целей с 1948 года. Поэтому тефлоновое покрытие на рабочие поверхности нагревателя не наносилось. Полировка поверхности и другие ухищрения достойного эффекта, к сожалению, не давали. Но ведь не отказываться из-за этого от контактной сварки пластмасс! В своей научно-исследовательской работе на тему «Трубопроводы из термопластов» (1963 год) лаборатория пластмассовых труб и изделий отдела полимерных материалов Академии строительства и архитектуры СССР дает следующее оправдание прилипанию расплавленного материала к нагретому инструменту: «…часть вязко-текучего материала остается на нагревательных поверхностях вследствие прилипания…Отрыв материала происходит по зоне, находящейся в наиболее текучем состоянии…Прилипание поверхностного слоя полиэтиленовых труб и деталей к инструменту имеет положительное значение. На нагревательных поверхностях остается как раз та часть материала, которая наиболее окислилась при контакте и которая могла быть загрязнена с поверхности».
К 1965 году стандартизация труб, деталей и методов их сварки все еще не была проведена. В отчете ВНИИГС Госмонтажспецстроя СССР по теме «Трубопроводы из полимерных материалов» (1964–1965 годы) указывается на недостаток технологий и нормативной базы: «…до сих пор не произведен отбор наилучших видов приспособлений, инструмента, нет официальных инструкций по изготовлению и монтажу полиэтиленовых трубопроводов из ПВП в пределах всего действующего сортамента выпускаемых труб, т. е. до 300 мм».
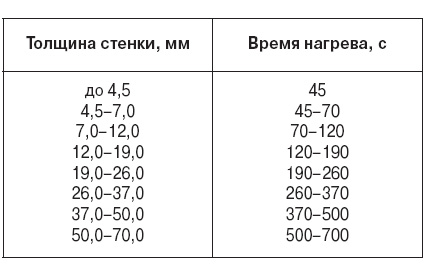
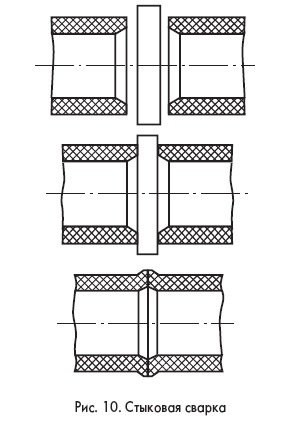 «…концы свариваемых труб торцуют, снимают фаски… После центровки труб торцы их прижимают к нагревательному инструменту с небольшим усилием, обеспечивая равномерность прогрева материала и удаления пузырьков. Для труб из ПНД величина усилия составляет – 0,5 кгс/см2».
Рекомендации по поводу температуры нагретого инстру- мента и времени нагрева торцов уже близки к современной технологии, а поверхность нагревателя рекомендуется хромировать, никелировать или (!) покрывать фторопластовой пленкой. Однако, время перестановки, осадки и охлаждения, а также усилие прижима труб при охлаждении никак не регламентируются, а прочность шва по-прежнему составляет 75–85 % прочности основного материала 4. Технология стыковой сварки в России оставалась «недоделанной» и не утвержденной единым государственным документом до 1979 года, пока «Многолетние исследования НПО «Пластик» и ВНИИ строительства магистральных трубопроводов не были завершены разработкой ОСТ 6–19–505–79 "Сварка контактная встык труб из полиэтилена"». (Отчет ГИПИ ЛКП Минхимпрома СССР о проведенной НИР, 30.04.1986 года). В 1988 году технология стыковой сварки была закреплена в новом нормативном документе – ВСН 003–88 «Строительство и проектирование трубопроводов из пластмассовых труб». Для того чтобы оценить огромный путь, пройденный разработчиками технологии, попробуем проследить ход их мысли. Для осуществления процесса сварки необходимо нагреть свариваемые поверхности для разрыва сил взаимодействия между макромолекулами (Ван-дер-Ваальсовых сил) и приведения материала в вязко-текучее состояние. Затем необходимо прижать поверхности друг к другу, в результате чего вязко-текучий материал в зоне контакта начинает течь, выдавливая загрязнения и пузырьки воздуха, макромолекулы свариваемых поверхностей перемешиваются, граница между свариваемыми изделиями исчезает. При охлаждении материала тепловое движение молекул становится слабее, и Ван-дер-Ваальсовы силы снова связывают их в твердое тело. На первый неискушенный взгляд технология стыковой сварки, описанная в 1964 году, работоспособна и достаточна. Кажется, что к ней нечего добавить, кроме тефлонового покрытия нагревателя. При ближайшем рассмотрении оказывается, что непродолжительный нагрев свариваемых поверхностей – «пока не начнут плавиться подлежащие сварке поверхности» – приводит к резким перепадам температуры в близко расположенных друг от друга областях (рис. 11). В результате после охлаждения шва получаем внутренние напряжения, снижающие прочность шва. 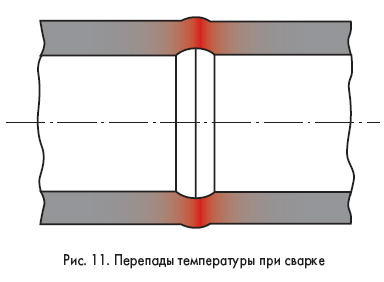 Для максимального устранения внутренних напряжений необходим как можно более глубокий и плавный прогрев торца трубы (или листа, если речь идет о стыковой сварке листов). Глубина прогрева ограничивается тем, что при последующем сжатии торцов прогретая область не должна смяться. Оптимальная глубина прогрева примерно равна толщине стенки трубы (или толщине листа), причем тонкий слой материала, контактирующий с нагревателем, должен быть нагрет до вязко-текучего состояния (рис. 12). 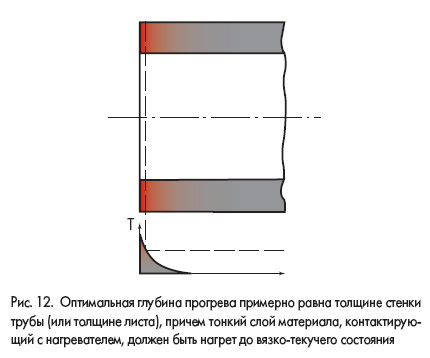 Такой прогрев обеспечивается при следующих условиях:
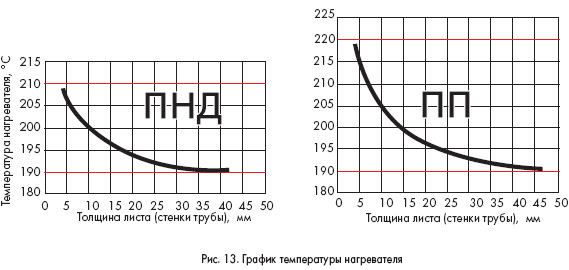
 В рекомендациях 1970 года значения температуры нагревателя уже указаны верно. Однако усилию прижима торца трубы к нагревателю еще не уделили должного внимания. При первом контакте торцов труб и поверхности нагревателя оказывается, что даже тщательно подготовленная поверхность торца далека от идеальной плоскости. Поверхность нагревателя также имеет определенную шероховатость. Тонкий воздушный зазор, который остается между торцом трубы и нагревателем – серьезное препятствие для переноса тепла от нагревателя к свариваемой поверхности. Для быстрого достижения полного теплового контакта необходимо в начале нагрева с большим усилием прижать торец трубы к нагревателю. Тогда выступы на поверхности торца будут быстро оплавлены и выдавлены наружу в форме равномерного круглого валика (рис. 14), одновременно заполняя неровности на поверхности нагревателя. Выдавленный расплавленный материал называют гратом. Необходимое количество выдавленного материала (т. е. высота грата), при котором полный тепловой контакт можно считать достигнутым, очевидно, тем больше, чем толще стенка трубы. 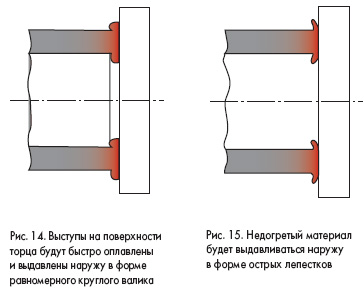 А вот если усилие прижима будет чрезмерным, недогретый материал будет выдавливаться наружу в форме острых лепестков (рис. 15), что в конечном итоге неблагоприятно скажется на распределении напряжений в зоне готового сварного шва. Оптимальное усилие прижима для труб из ПНД – приблизительно 1,5 кгс на каждый см2 площади торца трубы. Время образования грата нужной высоты не регламентируется. Готовность грата оператор всегда определяет визуально, даже при сварке на автоматизированном аппарате. Когда полный тепловой контакт достигнут, усилие прижима между трубой и нагревателем, теоретически, можно сбросить до нуля. Практически, для поддержания гарантированного контакта между трубой и нагревателем на реальном оборудовании какое-то минимальное усилие прижима все-таки нужно сохранить. Расчеты показывают, что 10-кратное уменьшение усилия прижима (т. е. до 0,15 кгс/см2) вполне достаточно, чтобы вязко-текучий материал перестал сколько-нибудь заметно течь, увеличивая высоту грата. Поскольку время образования грата незначительно по сравнению с требуемым временем нагрева торца трубы (табл. 1), отсчет времени нагрева начинают именно с момента сброса усилия прижима. По окончании нагрева (рис. 12) необходимо удалить нагреватель и прижать свариваемые поверхности друг к другу для их сварки. Время от момента потери контакта между трубой и нагревателем до момента касания свариваемых торцов труб называют временем перестановки. Среди факторов, ограничивающих допустимое время перестановки, на первом месте – остывание оплавленного торца трубы до потери вязко-текучего состояния. Поскольку проведение сварки пластмассовых изделий рекомендовано при температуре воздуха в диапазоне 5–40 °С, максимальное время перестановки с небольшой перестраховкой определено для самых жестких условий – для температуры 5 °С. Очевидно, что для толстостенных труб допустимое время перестановки выше, чем для тонкостенных. От диаметра трубы оно никак не зависит. По некоторым исследованиям, горячий ПНД довольно быстро окисляется на воздухе. Поэтому следует стараться всеми силами сокращать время перестановки. Очевидно, что идеальным результатом является соединение, которое в течение расчетного срока эксплуатации трубопровода будет иметь прочность не ниже прочности исходной трубы. Однако по меньшей мере три фактора снижают качество материала в зоне сварки. Первый из них – возможное наличие пузырьков воздуха, окисленного материала и загрязнений в зоне сварки, о чем говорилось выше. Способ борьбы с этой неприятностью – прижать свариваемые поверхность со значительным усилием, чтобы указанные вредные включения «текли» наружу вместе с расплавленным материалом. Второй «неприятный» фактор – термодеструкция. Макромолекулы даже самых лучших термопластов статистически разрушаются при нагреве, средняя длина молекул снижается, и прочность материала уменьшается. Этот эффект тем больше, чем выше температура нагрева материала. Для того чтобы компенсировать потерю прочности материала, нужно, как минимум, пропорционально увеличить толщину стенки трубы в зоне нагрева. Поскольку различные зоны торца трубы при сварке нагреваются до разных температур, то и увеличение толщины стенки должно быть разным. Тогда идеальная форма шва после остывания должна соответствовать (рис. 16). Для достижения такой формы шва, необходимо нагретые торцы труб с усилием прижать друг к другу для остывания. Это усилие «раздавит» стенку трубы тем больше, чем больше она в этом месте нагрета. 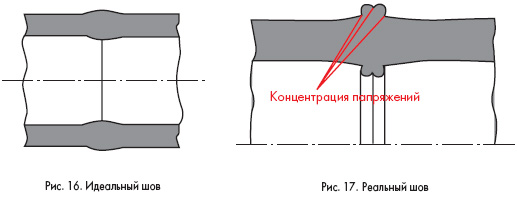 Увеличение толщины стенки трубы в месте шва призвано компенсировать потерю прочности трубы от еще одного, третьего фактора. Дело в том, что в исходном материале труб макромолекулы расположены более или менее хаотично. И именно такое расположение молекул обеспечивает максимальную прочность материала. Но во время образования грата и в начале остывания вязко-текучий материал выдавливается усилием прижима и течет в одном направлении. В результате макромолекулы в зоне шва располагаются радиально, что в конечном итоге снижает прочность материала. Для частичного снижения этого неприятного эффекта между перестановкой и охлаждением введена дополнительная технологическая фаза – осадка. Заключается она в том, что после контакта торцов трубы усилие прижима необходимо создавать не мгновенно, а плавно, в течение строго регламентированного «времени осадки». Таким образом, самый горячий слой успевает отдать часть тепла соседним слоям материала и перейти из вязко-текучего состояния в пластичное. Регламентированное время осадки, очевидно, увеличивается с увеличением толщины стенки и не зависит от диаметра трубы. Реальный шов (рис. 17) отличается от идеального (рис. 16) наличием грата. Бытует мнение, что грат увеличивает прочность шва. Однако испытания показали, что углы, образуемые гратом, при приложении нагрузок к трубе являются такими же концентраторами напряжений, как и острый надрез. Поэтому, в общем случае, аккуратное (без царапин) удаление грата не снижает прочность сварного соединения. 5. Не умаляя достоинств российских разработчиков технологии и не сомневаясь в самостоятельности их работы, следует, однако, заметить, что в настоящее время в мире существует несколько стандартов на технологию стыковой сварки – DVS, INSTA, WIS, UNI и др. Эти стандарты обыгрывают три основных параметра каждого технологического этапа сварки – температуру, усилие прижима и продолжительность. Однако приводят к более или менее одинаковым результатам, из которых главный – прочность сварного соединения не ниже прочности исходной трубы. Наиболее популярным для стыковой сварки труб из ПНД является DVS 2207–1 германской Ассоциации сварочных технологий. Российский ВСН 003–88 во многом его повторяет, хотя и недостаточно подробно. Автор: А.В. Жуков, генеральный директор ООО «ДИТРОН-ПЛАСТ» Журнал "Сантехника" № 3, 2006 |
