|
профессиональный 
|
 |
Многоканальный 8 (495) 988-62-66 |
|
|
|
|
Каталог инструмента
сварочное оборудование аппараты горячего воздуха... алмазное бурение, алмазная резка трубогиб, развальцовка станок, клупп, желобонакатчик прочистная машина, телеинспекция труборез, болторез, электропила опрессовщик, пресс-фитинг припой, горелка, сварочный пост инструмент для пола трубный ключ, тиски, газовый ключ магнитный уровень, плоскогубцы... вакуумный насос, коллектор, шланги алмазный канат, фрезы, сегменты Мы принимаем пластиковые карты Новости 31.08.2017 Акция! Скидка 30% на алмазные установки SHIBUYA, REKON14.05.2017 Круглый стол по алмазным технологиям в строительстве15.07.2015 Демонстрация алмазных установок SHIBUYA на Вашем объекте01.06.2015 Акция на установки алмазного сверления SHIBUYA из Японии!10.04.2015 SHIBUYA на выставке САТ-2015 |
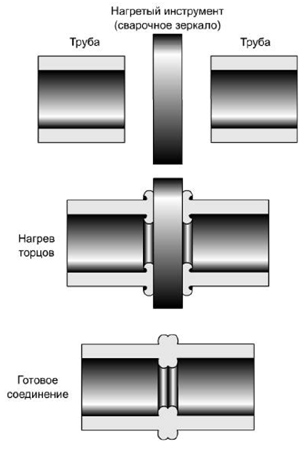
Сварка встык нагретым инструментомНагрев свариваемых поверхностей производится металлическим нагретым инструментом. Из-за прямого контакта с нагретым инструментом теплоперенос гораздо более интенсивный, чем в случае сварки горячим воздухом; распределение тепла в массе свариваемого материала в этом случае также более благоприятно, никакие зоны материала не получают большего термического стресса, чем необходимо для сварки. Получаемые в результате сварные швы не имеют зон термически поврежденного материала. Прочность соединения труб при таком способе сварки не ниже, чем прочность исходной трубы.1. Принципиальные положения Сварка встык заключается, в принципе, в нагреве торцов свариваемых труб до расплавления материала и в последующем сжатии нагретых торцов для остывания. Однако, реализация этой простой идеи требует аккуратного выполнения целого ряда условий для получения качественного сварного соединения. Современные автоматизированные аппараты для стыковой сварки существенно снижают влияние человеческого фактора на качество стыкового сварного соединения, но полностью его не устраняют. 2. Состав оборудования Минимальный состав оборудования показан на рис. 2 и 3 и зависит от типа привода аппарата. 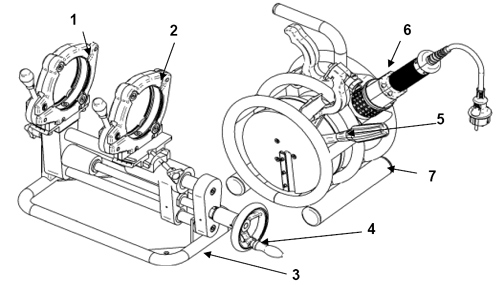 Рисунок №2 «Состав оборудования с механическим приводом для стыковой сварки» 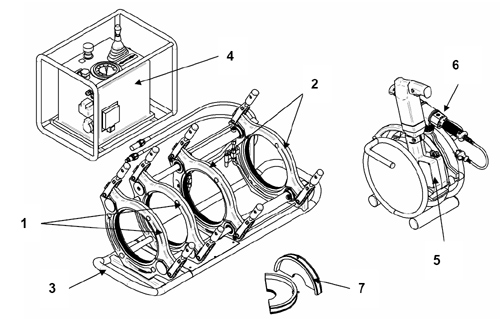 Рисунок №3 «Состав оборудования с гидравлическим приводом для стыковой сварки»
Свариваемые части трубопровода должны быть зафиксированы в центраторе (см. рис. 4) сварочного аппарата. Как правило, центратор жестко крепит одну трубу и обеспечивает осевое перемещение второй трубы. Для устранения трения подвижной трубы о землю целесообразно пользоваться, например, роликовыми упорами. Кроме коаксиальной фиксации труб, фиксатор обеспечивает перемещение подвижной трубы в направлении неподвижной трубы с контролируемым усилием. Наиболее распространенные способы создания усилия – механический (вращение ручки привода) и гидравлический. 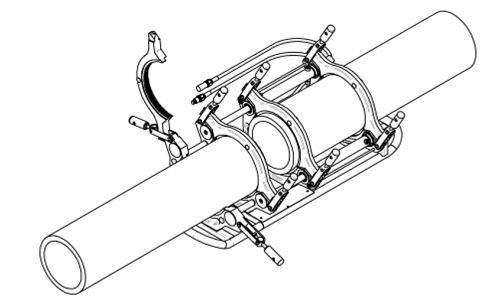 Рисунок №4 «Фиксация труб в центраторе» Для предотвращения прилипания трубы к нагретому инструменту и для облегчения удаления нагретого инструмента из зоны сварки после нагрева, поверхность инструмента, как правило, покрыта тефлоном. Тефлоновые покрытия также облегчают очистку инструмента. После фиксации труб их торцы выравниваются и торцевателем (см. рис. 5), который представляет собой дисковый рубанок. Свариваемые поверхности необходимо прижать к рабочим поверхностям торцевателя и обработать до достижения ровной плоской поверхности. Для максимального приближения формы готовой поверхности к идеальной плоскости глубина торцевания за один проход ножа торцевателя не должна превышать 0,2 мм. Торцеватель обеспечивает последующее плотное прилегание свариваемых торцов труб к поверхности нагретого инструмента, а также удаляет возможные загрязнения и оксидный слой. Момент окончания торцевания легко определить визуально по появлению сплошной кольцевой стружки с обеих сторон торцевателя. Не останавливая торцеватель, ослабьте усилие прижима и отведите подвижную трубу от торцевателя. Это позволит плавно и без задиров закончить торцевание. 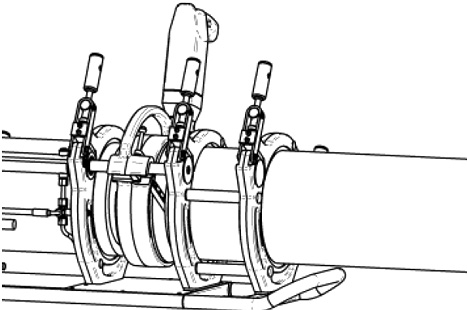 Рисунок №5 «Установка торцевателя между свариваемыми торцами труб» После удаления стружки сведите трубы и проверьте плотность прилегания свариваемых поверхностей. Остаточный зазор не должен превышать значения, указанного в табл. 1. Кроме того, несовпадение стенок свариваемых труб должно быть не более 10% толщины трубы. Некоторые конструкции центраторов позволяют в случае необходимости уменьшить несовпадение специальными регулировками соосности. Отторцованные трубы должны выступать из фиксирующих зажимов центратора на расстояние не менее толщины стенки этих труб (см. п.5). Таблица №1 «Максимально допустимая величина зазора между торцами труб»
4. Создание грата Нагревательный элемент (т.н. сварочное зеркало), нагретый до необходимой температуры (см. рис. 7 и 8) располагается между свариваемыми торцами труб, затем торцы труб прижимаются к нагревательному элементу для предварительного нагрева. При небольшом увеличении видно, что гладкая на вид поверхность сварочного зеркала на самом деле имеет неровности. Поверхность торца трубы, обработанная торцевателем, тоже всё-таки отличается от идеальной плоскости. Поэтому для достижения равномерного контролируемого нагрева свариваемых торцов необходимо в первый момент эти торцы прижать к нагретому сварочному зеркалу с существенным усилием. Через короткое время материал свариваемых поверхностей оплавляется и плотно прижимается к поверхности сварочного зеркала, увеличивая площадь теплопереноса до 100% площади торца трубы. Каким должно быть усилие прижима при предварительном нагреве? Усилие это, очевидно, ограничено двумя условиями:
В результате нагрева под давлением по внешнему и внутреннему периметру торца трубы выступает валик пластифицированного материала, который называется гратом (см. рис. 1). Отрицательной особенностью грата является некоторое уменьшение условного прохода трубы после завершения сварки; поэтому, в частности, детали безнапорной канализации не рекомендуется соединять с помощью сварки. Однако, грат увеличивает толщину стенки трубы в месте сварного шва. Если учесть, что любой полимер при нагреве до пластического состояния в большей или меньшей степени подвергается термическому шоку, то увеличение толщины стенки в зоне сварного шва – это единственный способ достичь здесь прочности не ниже прочности исходной трубы. Поэтому нагрев с приложением усилия продолжают и после того, как достигнут 100% тепловой контакт между сварочным зеркалом и торцом трубы – пока грат не достигнет рекомендуемой величины. Очевидная закономерность: необходимая высота грата тем больше, чем больше толщина стенки свариваемых труб (или толщина свариваемых листов). Оптимальная высота грата к моменту окончания предварительного нагрева определена для каждой толщины свариваемых изделий и для различных термопластов, она указывается в сварочных таблицах (см. табл. 2). Замечание: Занижение давления прижима при создании грата ведет лишь к отсрочке момента 100%-ного контакта между торцом трубы и поверхностью зеркала. Дополнительное время, которое в этом случае требуется на создание грата, нельзя считать потерянным, т.к. большая его часть – это уже, фактически, начало основного нагрева (см. п.5). А вот превышение давления при создании грата ведет к выдавливанию недогретого материала, который формирует грат неправильной формы и не обеспечивает должного усиления шва. 5. Основной нагрев поверхностей В течение времени нагрева, которое начинается после создания грата нужной высоты, давление прижима – почти нулевое:
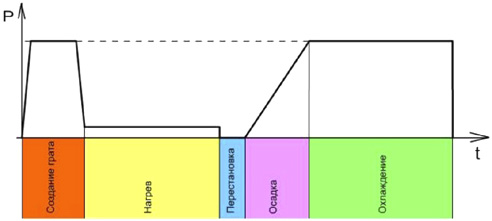 Рисунок №6 «Изменение давления прижима в ходе сварочного процесса» Отличительной особенностью стыковой сварки является медленный глубокий нагрев поверхностей сварочным зеркалом, нагретым до сравнительно невысокой температуры (около 200-210°С). Теоретически, для сварки более толстостенных изделий рекомендуется применять более низкую температуру зеркала в течение более длительного времени (см. рис. 7 и 8), чтобы прогреть толстостенное изделие (трубу) на большую глубину. С другой стороны, погрешности оборудования и окружающая среда вносят отклонения температурного режима больше, чем рекомендуемые изменения настроек температуры в зависимости от толщины стенки трубы. Поэтому на практике температура зеркала не зависит от толщины стенки трубы. Замечание: Рекомендуемые и общепринятые режимы нагрева труб и листов (температура и время) подобраны таким образом, что обеспечивают плавный прогрев материала на глубину, приблизительно равную толщине стенки трубы или толщине листа (см. рис. 9). Это обстоятельство рекомендуется учитывать при фиксации труб и торцевании. Отторцованная труба должна выступать из зажимов центратора на длину не менее толщины стенки трубы. 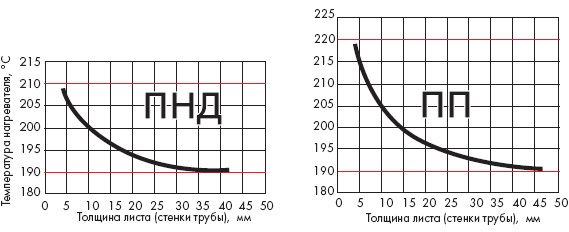 Рисунок №7-8 «Температура сварочного зеркала для ПНД и ПП» При температуре сварочного зеркала около 200°С и при температуре окружающей среды около комнатной скорость прогрева материала в глубину поддается точному расчету (для ПНД условно считается приблизительно равной 1мм за 10 сек). Эта скорость определяет рекомендуемое время нагрева в зависимости от толщины стенки трубы (см. табл. 2). 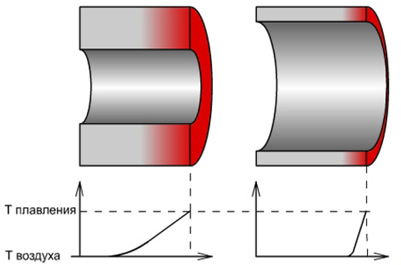 Рисунок №9 «График распределения температуры в трубах с разной толщиной стенки» 6. Перестановка После нагрева поверхностей решающее значение имеет быстрое удаление нагретого инструмента и совмещение нагретых свариваемых поверхностей. При этом необходимо не смять, не запачкать и не повредить другим способом нагретые поверхности! Максимально допустимое время на отведение подвижной трубы, удаление сварочного зеркала и сведение торцов труб называется временем перестановки и указывается в сварочных таблицах. Превышение этого времени ведет к остыванию оплавленных торцов и, как следствие, к плохому качеству шва. Очевидно, что для более толстостенных изделий допустимое время перестановки выше (см. табл. 2). Замечание: Во время перестановки нагретый материал, контактируя с воздухом, быстро окисляется. Кроме того, тонкий слой нагретой поверхности успевает немного остыть. Поэтому следует стремиться к уменьшению времени перестановки. Скорость сведения труб в момент их контакта должна быть как можно ближе к нулю. Приложение значительного давления в первый момент контакта приведет к выдавливанию расплавленного материала из зоны шва и, к тому же, сильно увеличит высоту грата. 7. Осадка От момента контакта свариваемых поверхностей, по мере остывания материала, давление прижима поверхностей необходимо медленно и плавно увеличивать до рекомендуемого давления охлаждения. При увеличении давления расплавленный материал частично выдавливается из зоны шва и течет в направлении наружного и внутреннего грата, при этом тонкий слой материала, окислившийся и остывший во время перестановки, смешивается с более глубокими слоями и не оказывает отрицательного влияния на качество шва. Экспериментально определенное оптимальное время, в течение которого должно быть плавно достигнуто давление охлаждения, известно как время осадки и указывается в сварочных таблицах (см. табл. 2). Во время осадки и на первом этапе последующего охлаждения происходит окончательное формирование грата. 8. Охлаждение При охлаждении окончательно формируется зона сварного соединения. Основная идея этого процесса состоит в том, чтобы толщина стенки трубы в зонах, прилегающих к сварному шву, увеличилась. Причем это увеличение должно быть тем больше, чем больше был нагрет (подвергся термической деградации) материал в данной точке. Рекомендуемые режимы нагрева и осадки подобраны таким образом, что оптимальным для охлаждения является усилие прижима, равное усилию при предварительном нагреве. После осадки давление прижима деталей сохраняется постоянным до полного охлаждения при комнатной температуре. Время охлаждения зависит от материала и толщины стенки свариваемых труб (или толщины листов) и указывается в сварочных таблицах (см. табл. 2). Не следует пробовать ускорить остывание (применение холодной воды или пр.) – это приведет к созданию внутренних напряжений в материале и, как результат, к снижению прочности шва. После остывания сваренные части можно вынуть из аппарата. Замечание: Перед раскрытием зажимов, фиксирующих трубы в фиксаторе, не забудьте сбросить усилие прижима до нуля! Таблица №2 «Основные параметры для сварки встык труб из ПНД»
9. Отличие практической сварочной таблицы от теоретической На практике при сварке пластиковых труб оператор не может непосредственно измерить давление P прижима свариваемых поверхностей к сварочному зеркалу или друг к другу. Конструкция любого аппарата для стыковой сварки труб позволяет измерить только усилие F прижима в единицах, которые зависят от конструкции аппарата. Например, в аппаратах с гидравлическим приводом логично измерять усилие прижима в единицах давления масла в гидросистеме аппарата. А в случае аппаратов с механическим приводом усилие измеряется степенью сжатия пружины, единицы индикации зависят от градуировки шкалы – ньютоны (Н), килограммы (кгс), «попугаи» или «бананы». Поэтому для практического использования к каждому аппарату стыковой сварки производитель аппарата прикладывает сварочные таблицы для различных термопластов. В такой таблице параметры сварки, включая усилие прижима, указываются в зависимости от диаметра и толщины стенки трубы. 10. Дополнительные условия При выполнении сварных работ зона сварки должна быть защищена от влияния неблагоприятных погодных условий (т.е. высокой влажности, ветра, яркого солнца и температур ниже 0°). Сварку можно проводить в любых погодных условиях, если будет гарантировано, что применение специальных мер (тепловые пушки, палатки, тенты и пр.) позволит поддерживать температуру стенки трубы на подходящем и постоянном уровне. В реальных условиях подвижная труба, как правило, имеет существенную длину, лежит на грунте и требует ненулевого усилия для ее перемещения вдоль оси. Это усилие, известное как усилие пассивного сопротивления, необходимо измерить сразу после фиксации труб в центраторе и затем добавлять величину этого усилия к рекомендуемому усилию на каждом этапе процесса. 11. Применение сварки нагретым инструментом встык Как видно из описания процедуры сварки встык, этот способ сварки требует точного выполнения целого ряда последовательных процедур на довольно сложном оборудовании. Поэтому выбор между стыковой и раструбной сваркой склоняется в пользу стыковой сварки чаще при монтаже трубопроводов большого диаметра:
Монтаж трубопроводов из ПНД для газоснабжения и других объектов повышенной опасности требует современного автоматического оборудования для стыковой сварки, которое значительно снижает влияние человеческого фактора на качество шва, а также позволяет сохранить важные параметры сварочного процесса в памяти оборудования и распечатать т.н. «паспорт шва». Фасонные детали для трубопроводов из ПНД (отводы, тройники и пр.) изготавливаются с расчетом на стыковую сварку, т.е. торец соединительной детали совпадает с торцом трубы. Для труб сравнительно небольших диаметров (до 225 мм) фасонные детали изготавливаются как методом литья под давлением, так и сваркой из трубы. Для бoльших диаметров, по технологическим причинам, фасонные детали только свариваются из трубы. Автор: Жуков А.В., ген. дир. ООО "АДР-Технология" |
||||||||||||||||||||||||||