|
профессиональный 
|
 |
Многоканальный 8 (495) 988-62-66 |
|
|
|
|
Каталог инструмента
сварочное оборудование аппараты горячего воздуха... алмазное бурение, алмазная резка трубогиб, развальцовка станок, клупп, желобонакатчик прочистная машина, телеинспекция труборез, болторез, электропила опрессовщик, пресс-фитинг припой, горелка, сварочный пост инструмент для пола трубный ключ, тиски, газовый ключ магнитный уровень, плоскогубцы... вакуумный насос, коллектор, шланги алмазный канат, фрезы, сегменты Мы принимаем пластиковые карты Новости 31.08.2017 Акция! Скидка 30% на алмазные установки SHIBUYA, REKON14.05.2017 Круглый стол по алмазным технологиям в строительстве15.07.2015 Демонстрация алмазных установок SHIBUYA на Вашем объекте01.06.2015 Акция на установки алмазного сверления SHIBUYA из Японии!10.04.2015 SHIBUYA на выставке САТ-2015 |
Приводы машин для стыковой сварки трубЛюбая технология стыковой сварки пластмассовых труб (DVS, UNI, ISO, INSCTA, WIS, NEN и пр.) предполагает, что во время первой фазы сварочного процесса (создание грата) усилие прижима торцов труб к нагревателю равно усилию прижима труб друг к другу во время пятой фазы (остывание), причем это усилие всегда пропорционально площади торца трубы. Например, согласно стандарту DVS 2207-1 для труб из ПНД это усилие должно составлять 1,5 кгс на каждый квадратный сантиметр площади сечения трубы. Таким образом, усилие прижима тем больше, чем больше диаметр и толщина стенки свариваемых труб.Необходимое усилие прижима создается центратором, в хомутах которого кре- пятся трубы. Привод центратора на современных машинах стыковой сварки может быть гидравлическим или механическим. Машины, оснащенные гидравликой (рис. 1), по определению дороже механических машин. Поэтому при разработке таких устройств конструкторы не делают попыток создания «эконом-вариантов», а сразу разрабатывают конструкцию машины «по полной программе». Во-первых, это соответствует требованиям DVS 2208-1. Во-вторых, диапазон создаваемых усилий прижима у гидравлических машин дает возможность сваривать трубы с любой толщиной стенки (в пределах рабочего диапазона диаметров машины). .jpg) У гидравлических машин усилие прижима прилагается по осям гидроцилиндров, которые находятся в одной плоскости с осью трубы. Центратор соединен с гидравлическим агрегатом только гибкими шлангами (рис. 2). На самом центраторе установлены только приводные гидравлические цилиндры, которые, если и увеличивают массу центратора, то несущественно. 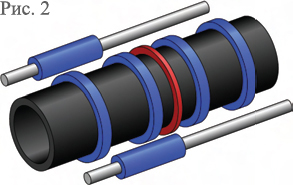 Всё это позволяет сделать центратор гидравлической машины компактным и легким. Самая маленькая гидравлическая машина с рабочим диапазоном 40–125 мм идеально подходит для монтажа вертикальных стояков, трубопроводов под потолком и т.п. Самые большие машины (до 1600 мм) – единственно возможное решение при монтаже магистральных трубопроводов. У механических центраторов (рис. 3) усилия прижима прикладываются по оси винта (или тяге рычага), а силы противодействия действуют по оси трубы (рис. 4). При больших усилиях прижима хомуты механического центратора могут заметно отклоняться от вертикального положения.  Для компенсации этого эффекта приходится увеличивать прочность и массу хомутов и прочих узлов центратора. Кроме того, детали и узлы механического привода монтируются на самом центраторе, что значительно увеличивает его массу. Для решения этой задачи разработчики иногда просто ограничивают создаваемые центратором усилия (то есть допустимую толщину стенки свариваемых труб). Поскольку механический привод дешевле гидравлического, механические машины стыковой сварки заняли нишу оборудования «эконом-класса» и, несмотря на все свои недостатки, успешно в ней выживают. Такой статус оборудования предполагает активное использование технических решений, снижающих эксплуатационные качества в угоду небольшой стоимости (ограничение толщины стенки свариваемых труб, использование одинарных хомутов вместо парных и т.п.). 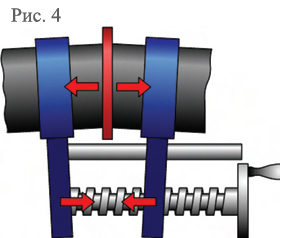 Для труб сравнительно небольшого (до 160 мм) диаметра, особенно с небольшой толщиной стенки, требуются небольшие усилия прижима, которые могут создаваться механическим аппаратом. С помощью механического привода очень затруднительно создать необходимые усилия (и вместе с тем сохранить приемлемо высокую скорость перемещения хомутов) для труб диаметром 250–315 мм. Тем не менее механические машины такого размера есть и иногда используются. Но для труб диаметром больше 315 мм применяются исключительно машины с гидравлическим приводом. Отметим, что известны попытки создания центраторов с пневматическим, электромеханическим и даже электромагнитным приводом. Однако все они имели серьезные технические недостатки. А. В. Жуков, Журнал "Аква-Терм" №3(4), 2007 |
