|
профессиональный 
|
 |
Многоканальный 8 (495) 988-62-66 |
|
|
|
|
Каталог инструмента
сварочное оборудование аппараты горячего воздуха... алмазное бурение, алмазная резка трубогиб, развальцовка станок, клупп, желобонакатчик прочистная машина, телеинспекция труборез, болторез, электропила опрессовщик, пресс-фитинг припой, горелка, сварочный пост инструмент для пола трубный ключ, тиски, газовый ключ магнитный уровень, плоскогубцы... вакуумный насос, коллектор, шланги алмазный канат, фрезы, сегменты Мы принимаем пластиковые карты Новости 31.08.2017 Акция! Скидка 30% на алмазные установки SHIBUYA, REKON14.05.2017 Круглый стол по алмазным технологиям в строительстве15.07.2015 Демонстрация алмазных установок SHIBUYA на Вашем объекте01.06.2015 Акция на установки алмазного сверления SHIBUYA из Японии!10.04.2015 SHIBUYA на выставке САТ-2015 |
Сварка изделий из пластмасс экструдеромНазначениеЭкструзионная сварка применяется для сварки листов, пленки и прочих изделий из термопластов. Изогнутые детали, радиус изгиба которых многократно превышает ширину шва и длину сварочного башмака, могут считаться листами и свариваться как листы. Требования Требования к деталям, соединяемым экструзионной сваркой те же, что и при использовании других технологий сварки изделий из полимеров:
Переносное оборудование для экструзионной сварки состоит из экструдера и устройства для нагрева воздуха (рис.1). Экструдер приводится в действие электромотором (ручной дрелью). Рубашка экструдера нагревается электронагревателями или нагретым воздухом. Присадочный материал, подаваемый в экструдер в форме прутка или гранул, нагревается от рубашки экструдера, а также за счет трения о поверхность шнека и рубашку экструдера, перемешивается до состояния однородной расплавленной массы и подается в зону сварки через сварочный башмак. 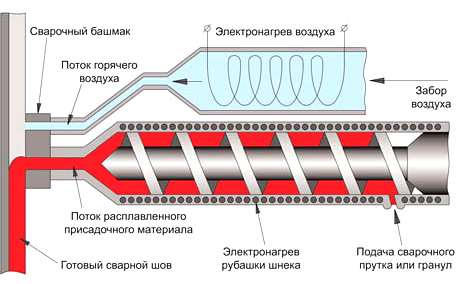 Рис. 1. Схема работы сварочного экструдера Наиболее часто свариваются листы и пленка из ПНД или ПП. ПВХ и ПВДФ – более жесткие материалы. ПВХ, кроме того, отличается неприятной особенностью – даже у материала с добавками «стабилизаторов» температура термодеструкции не намного превышает температуру пластификации. Поэтому для сварки ПВХ и ПВДФ используется экструдер со шнеком специальной формы, который более тщательно перемешивает материал в процессе его расплавления. Сварка ПВХ, кроме того, сопряжена с дополнительными ограничениями из-за температурной неустойчивости материала – в частности, экструдер не должен выключаться и вновь включаться в процессе сварки пластмасс. Устройство для нагрева воздуха (термофен) нагревает воздух и подает его через сварочный башмак (или через отдельное сопло) на свариваемые поверхности, чтобы нагреть их непосредственно перед подачей расплавленного присадочного материала. Присадочный материал подается между свариваемыми поверхностями и придавливается скользящим сварочным башмаком, формируя сварной шов необходимой формы. Температура нагретого воздуха и расплавленного присадочного материала, подаваемых в зону сварки, регулируется блоком автоматики экструдера и должна соответствовать таблице "Параметры экструзионной сварки"
Форма сварочного башмака Для изготовления сварочного башмака используется полимер с высокой температурой плавления и хорошими антиадгезионными свойствами. Наилучшие результаты показал фторопласт-4 (политетрафторэтилен). Сварочный башмак должен изготавливаться с расчетом на определенную форму и размер шва. Главное правило: чем шире шов, тем длиннее должен быть башмак. ГОСТ 16310–80 описывает форму и размеры сварных экструзионных соединений для листов из термопластов толщиной 2–20 мм. Наиболее часто применяемые сварочные башмаки и соответствующие им формы сварного шва показаны на рис. 2. 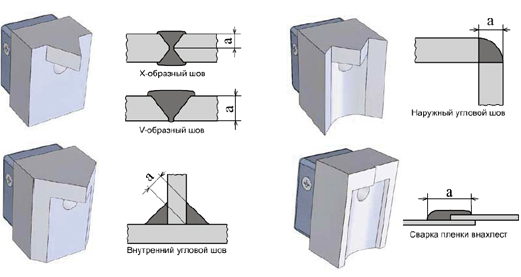 Рис. 2. Формы сварочных башмаков и сварных швов Выполнение двусторонних швов Перед сваркой шва с другой стороны рекомендуется проварить корневой слой с помощью термофена или вырезать корневой слой для заполнения полости присадочным материалом (рис. 3). 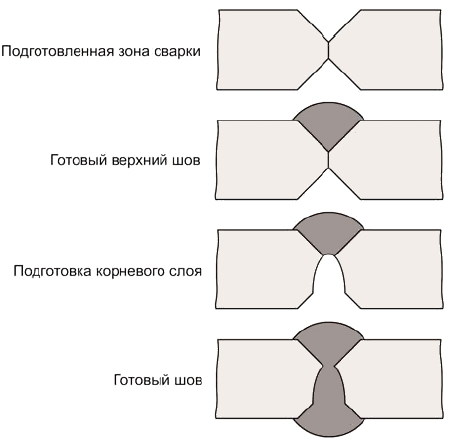 Рис. 3. Последовательность выполнения двустороннего шва Экструдеры делятся на группы по следующим признакам. Конструкция по назначению:
У экструдеров, предназначенных для сварки емкостей, сопло для воздуха находится справа от сварочного башмака. Тип электродвигателя Двигатель постоянного тока с графитовыми щетками:
Асинхронный двигатель без графитовых щеток:
Встроенный термофен (рис. 5 , верх):
Внешний источник (рис. 5, низ):
Форма присадочного материала Сварочный пруток:
Гранулы:

Нагрев горячим воздухом (рис. 6, верх):
Система электронагревателей (рис. 6, низ):
Автор статьи: А.В. Жуков |
